



Platform lift in the Cleanroom
Goods elevators in cleanrooms are confronted with a number of special challanges resulting from the specific requirements of this environment. The cleanroom itself poses a particular challange. A closed elevator structure would not meet the requirements due to the overall technology or would involve disproportionately high costs in the corresponding design.
However, a space-saving solution that allows the platform to be designed with different access points can solve spatial problems within the material flow. In this case, the installation of a closed elevator shaft is not necessary.
The Challenge
The integration of freight elevators into cleanrooms requires the fulfillment of both the functional requirements of the elevator and the strict specifications regarding the cleanroom environment. There are a number of key aspects to consider during planning and operation, and close collaboration with the customer during the project is essential.
The surfaces of the lift should be made of materials that are easy to clean and disinfect, ideally stainless steel. Design features such as smooth surfaces, rounded corners and the avoidance of hard-to-reach areas make cleaning easier and reduce the risk of particle build-up. The elevator should be designed in such a way that it does not negatively affect the air flow in the cleanroom. The load must be transported safely in the elevator to prevent it from slipping or falling. The elevator is equipped with sensors that detect overloading or improper loading and stop the operation of the elevator if necessary. The design of the elevator should be such that maintenance work can be carried out quickly and easily without affecting the cleanroom environment. The space required for the elevator must be taken into account when planning the cleanroom. The elevator is integrated into the cleanroom under the premise of not hindering the production process and efficiently supporting the material flow. The validation of the elevator serves to ensure that the requirements of the cleanroom are met.
After careful consideration and testing of all the factors mentioned and after completion of the system at Servolift, the complex installation is carried out at the customer's premises. The platform lifting column is installed in several stages, depending on the progress of the construction work in the surrounding area. Due to the considerable size of the machines, the installation was precisely adapted to the construction plan in close cooperation with the customer and external partners.
Solution and Benefit
The Servolift platform lifts have been specially developed for the safe and efficient transportation of undefined loads between different levels, not only in cleanrooms. The platform lifts are equipped with electro-hydraulic lifting devices that enable precise positioning on the respective levels. Safety mechanisms such as shaft doors, door monitors and non-return valves ensure maximum operational safety.
The increase in efficiency results from the complete transportation in the clean room, which makes time-consuming processes such as ejecting, cleaning and reintroducing the goods obsolete. This aspect proves to be a decisive advantage in the regulated environment of the pharmaceutical industry.
Result, Outcome
Efficiency: Optimization of the material flow and reduction of transport times.
Safety: Ensuring the safe transportation of goods in the cleanroom.
Quality: Protection of product quality through compliance with the highest cleanroom standards.
Productivity: Increasing overall productivity through optimized processes.
Individuality: Customized solution that is perfectly tailored to the needs of the pharmaceutical customer.
Conclusion:
The Servolift solution has helped the customer to significantly improve its cleanroom transportation processes. Thanks to the combination of efficiency, safety and quality, Lonza was able to increase its productivity and strengthen its competitiveness.

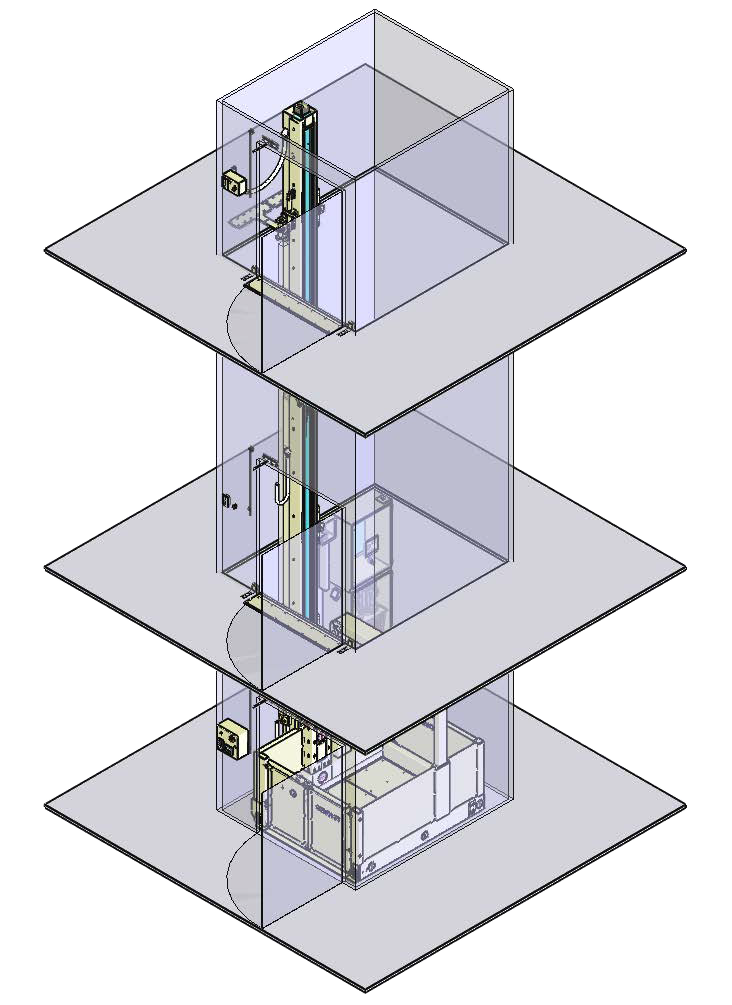
Lifting platform between two floors 
Freestanding platform lift without elevator shaft 
Lifting column with integrated hydraulic lifting function 
Precisely fitting ceiling recess 
Access to the elevator on each floor with double doors 
Release pawl for securing the conveyor cage 
Conveyor cage made of stainless steel 
Platform with safety devices








